
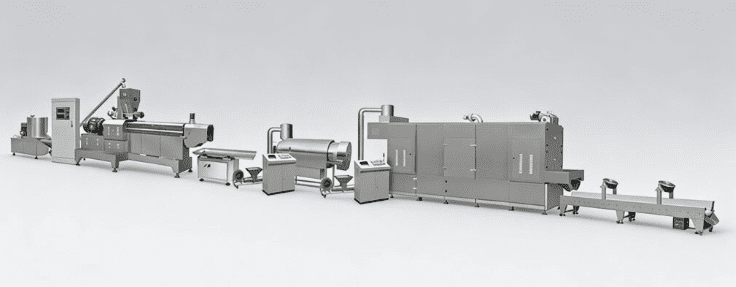
Dog food production involves multiple thermal and mechanical processes—mixing, conditioning, extrusion, drying, and coating. dog food making machine Each step has the potential to degrade heat-sensitive vitamins, denature proteins, oxidize fats, and destroy functional ingredients. For pet food manufacturers, preserving nutritional value is just as important as achieving the right kibble shape, texture, and shelf life.
This article explains the main causes of nutrient loss during dog food production and provides practical strategies to minimize degradation at each stage.
Part 1: Understanding Nutrient Vulnerability
Different nutrients have different sensitivities to processing conditions. Understanding this helps you prioritize protection measures.
| Nutrient Category | Examples | Sensitive to |
|---|---|---|
| Fat-soluble vitamins | A, D, E, K | Heat, oxygen, light, rancid fats |
| Water-soluble vitamins | B1 (thiamine), B9 (folate), C | Heat, water leaching, pH extremes |
| Minerals | Zinc, copper, selenium | Can react with other ingredients; generally stable but can be bound by phytates |
| Proteins (amino acids) | Lysine, methionine, taurine | Heat (Maillard reaction), over-processing |
| Fats (essential fatty acids) | Omega-3, Omega-6 | Oxygen, heat, light, metal catalysts |
| Probiotics | Live bacteria | Heat, moisture, pressure |
| Enzymes | Digestive enzymes | Heat (>50°C / 120°F) |
The Hierarchy of Heat Sensitivity (from most to least sensitive)
Probiotics (50°C / 120°F)
↓
Vitamin C, Thiamine (B1) (60–80°C / 140–176°F)
↓
Vitamin A, D, E (80–100°C / 176–212°F)
↓
Essential fatty acids (100–150°C / 212–302°F)
↓
Most B vitamins (120–160°C / 248–320°F)
↓
Proteins / Amino acids (160–200°C / 320–392°F)
↓
Minerals (very stable, >200°C / 392°F)Part 2: The Main Causes of Nutrient Loss During Production
1. Thermal Degradation (Heat Damage)
- What happens: High temperatures break chemical bonds in vitamins and amino acids.
- Common in: Conditioning, extrusion, drying, and steam injection.
- Worst for: Vitamins A, C, E, B1, and taurine.
2. Oxidative Damage (Rancidity)
- What happens: Oxygen reacts with unsaturated fats and some vitamins.
- Common in: Mixing (air incorporation), extrusion (exposed surfaces), drying (hot air), storage.
- Worst for: Omega-3 fatty acids, vitamin E, vitamin A.
3. Water Leaching (Solubility Loss)
- What happens: Water-soluble vitamins dissolve into processing water and are drained away.
- Common in: Conditioning (steam condensation), extrusion (high moisture), washing steps.
- Worst for: B vitamins (thiamine, riboflavin, folate), vitamin C.
4. Maillard Reaction (Protein Damage)
- What happens: Reducing sugars react with amino acids at high temperatures, making lysine and other amino acids unavailable. dog food making machine
- Common in: Extrusion and drying (high heat + moisture + reducing sugars).
- Worst for: Lysine (the first limiting amino acid in many dog foods).
5. Mechanical Shear (Physical Destruction)
- What happens: High-shear forces tear protein structures and rupture cells containing vitamins.
- Common in: Extruder screw, grinding/milling.
- Worst for: Delicate probiotic cells, protein structure.
6. Light Exposure (Photodegradation)
- What happens: UV and visible light break down photosensitive compounds.
- Common in: Drying conveyors with exposure to light, clear packaging.
- Worst for: Riboflavin (B2), vitamin A, vitamin D.
Part 3: Strategies to Prevent Nutrient Loss (By Production Stage)
Stage 1: Raw Material Selection & Storage
| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Use stabilized ingredients | Choose vitamin E (stabilized form) over non-stabilized; use encapsulated vitamins. |
| Source high-quality fats | Fresh, low-peroxide oils (peroxide value < 2 meq/kg). |
| Store ingredients properly | Cool (15–20°C), dry (<50% RH), dark, oxygen-free (use nitrogen flushing). |
| Use antioxidant blends | Add mixed tocopherols (vitamin E) or rosemary extract to fats before mixing. |
| Limit storage time | Use vitamins within 3–6 months of receipt; store at 4°C for long-term. |
Example: Store omega-3-rich ingredients (fish oil, flaxseed) in sealed, opaque containers under nitrogen at 4°C. Use within 30 days of opening.
Stage 2: Grinding & Mixing
| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Minimize air incorporation | Mix under vacuum or reduce mixing speed and time. |
| Add heat-sensitive ingredients late | Reserve some vitamins and all probiotics for post-extrusion addition. |
| Use gentle grinding | Avoid over-grinding; use a coarse grind for ingredients that will be extruded anyway. |
| Pre-blend vitamins with carrier | Mix vitamins with a small amount of flour or oil to prevent direct contact with metal surfaces. |
Practical tip: Do not grind vitamins with hard ingredients (e.g., whole grains). Pre-mix vitamins with a portion of the flour in a separate, slow-speed mixer before adding to the main batch.
Stage 3: Conditioning (Pre-Extrusion Steam Treatment)
Conditioning exposes ingredients to steam (80–100°C) and moisture (20–30% water). This is a major risk point for B vitamins.
| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Reduce conditioning time | Target 30–60 seconds instead of 2–3 minutes if possible. |
| Lower conditioning temperature | Use 80–85°C instead of 95–100°C for heat-sensitive recipes. |
| Use direct steam with caution | Ensure steam is dry (no liquid water droplets) to minimize leaching. |
| Consider double-conditioning | Short, lower-temperature first stage + second stage just before extrusion reduces peak heat exposure. |
Target parameters for sensitive recipes:
- Temperature: 80–85°C
- Moisture: 25–28%
- Time: 45–60 seconds
- Steam quality: Saturated, dry steam (vapor fraction > 95%)
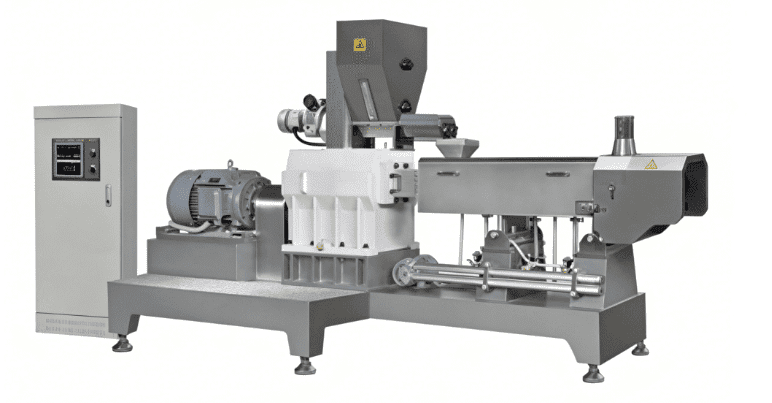
Stage 4: Extrusion (The Harshest Step)
Extrusion combines high temperature (120–180°C), high pressure (20–40 bar), and mechanical shear. This is the single biggest cause of nutrient loss.
| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Use low-temperature extrusion | Operate at 120–140°C instead of 160–180°C. |
| Reduce screw speed | Lower shear reduces friction heating and mechanical damage. |
| Increase moisture content | Higher moisture (28–32%) lubricates the dough and reduces friction heat. |
| Use a longer, gentle screw profile | More conveying elements, fewer kneading/shear blocks. |
| Add a cooling zone before the die | Cool the dough to 80–100°C just before expansion. |
| Inject heat-sensitive nutrients post-extrusion | The best strategy: add vitamins, probiotics, and enzymes after the extruder. |
Post-extrusion addition methods:
- Vacuum coating: Spray liquid vitamins onto hot kibble immediately after the dryer.
- Powder dusting: Apply dry vitamin premix to oiled kibble before final cooling.
- Enrobing: Coat kibble with a fat-based slurry containing vitamins.
Example extrusion profile for high-nutrient retention:
| Zone | Temperature | Function |
|---|---|---|
| Feed zone | 25°C | Material intake |
| Mixing zone | 60–80°C | Gentle mixing |
| Cooking zone | 120–140°C | Starch gelatinization (reduced from 180°C) |
| Cooling zone | 80–100°C | Temperature reduction before die |
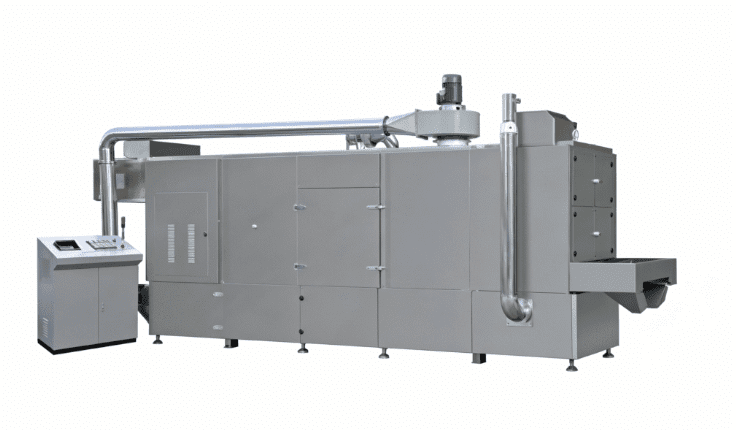
Stage 5: Drying
Drying removes moisture from 25–30% down to 8–12%. Hot air (100–150°C) for 10–30 minutes can degrade surface vitamins.
| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Use multi-stage drying | First stage: higher temp (120°C) for rapid moisture removal; second stage: lower temp (60–80°C) for gentle finishing. |
| Reduce drying temperature | Dry at 90–110°C instead of 130–150°C (accept slightly longer drying time). |
| Use indirect heating | Use heat exchangers instead of direct combustion gases (which introduce nitrogen oxides that degrade vitamins). |
| Control humidity | Higher inlet humidity (15–20% RH) reduces surface hardening and allows faster internal moisture migration, reducing total drying time. |
| Dry to optimal final moisture | 8–10% is ideal; over-drying to 5% increases heat exposure without benefit. |
Practical tip: Install temperature sensors inside the drying bed, not just at the air inlet. Surface temperatures often exceed air temperatures due to radiant heating.
Stage 6: Coating (Post-Extrusion Addition)
Coating is the safest place to add heat-sensitive nutrients because the kibble has already cooled below 50°C.
| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Add all heat-sensitive vitamins after drying | Vitamins A, C, E, B1, B9, B12, and all probiotics should never go through the extruder. |
| Use a cold oil carrier | Mix vitamins into cooled (30–40°C) fat or oil before spraying. |
| Apply in multiple passes | First pass: fat-only for palatability; second pass: vitamin-fortified oil; third pass: dry powder coating. |
| Use encapsulation | Choose encapsulated vitamins that release only after digestion (protects during coating and storage). |
| Apply under vacuum or inert gas | Vacuum coating reduces oxygen exposure during application. |
Ideal coating sequence for maximum retention:
Kibble (cooled to 35°C)
↓
Spray coating #1: Fat (for palatability and base adhesion)
↓
Spray coating #2: Oil + fat-soluble vitamins (A, D, E, K)
↓
Dusting: Water-soluble vitamins + minerals + probiotics (dry powder)
↓
Final drying (brief, 40°C air) or immediate coolingStage 7: Storage & Packaging
Nutrient loss continues after production. Proper packaging is the final line of defense. dog food making machine

| Strategy | How It Prevents Nutrient Loss |
|---|---|
| Use oxygen barrier packaging | Multi-layer bags with EVOH or aluminum foil layer prevent oxygen ingress. |
| Flush with nitrogen | Replace air inside the bag with N₂ before sealing to prevent oxidation. |
| Use oxygen scavengers | Small sachets inside the bag absorb residual oxygen. |
| Add antioxidants | Mixed tocopherols (vitamin E), rosemary extract, or ascorbyl palmitate protect fats. |
| Use opaque packaging | Block UV and visible light to prevent photodegradation of vitamins A, B2, and D. |
| Store finished product cool | Below 25°C (77°F); each 10°C increase doubles the rate of vitamin loss. |
Shelf-life testing tip: Run accelerated stability tests at 40°C / 75% RH for 4 weeks. If vitamin retention is >80%, your process is good. If <70%, redesign your coating or packaging.
Part 4: Formulation Strategies to Compensate for Loss
Even with best practices, some nutrient loss is unavoidable. Use overages و alternative forms to ensure the final product meets guaranteed analysis.
| Nutrient | Typical Processing Loss | Recommended Overage | Best Form for Stability |
|---|---|---|---|
| Vitamin A | 20–40% | Add 150% of label claim | Encapsulated beadlets |
| Vitamin C | 50–80% | Add 300–400% | Ascorbyl polyphosphate (stable) |
| Vitamin B1 (thiamine) | 30–50% | Add 150–200% | Thiamine mononitrate (more stable than HCl) |
| Vitamin E | 15–25% | Add 130% | d-α-tocopherol (natural) or dl-α-tocopheryl acetate |
| Lysine | 10–20% | Add 120–150% | Crystalline L-lysine HCl (add post-extrusion) |
| Taurine | 10–30% | Add 130–150% | Pure taurine (add post-extrusion) |
| Omega-3 (EPA/DHA) | 30–50% | Add 200% | Microencapsulated fish oil powder |
Important: Check local regulations for maximum allowable overages (AAFCO in the US, FEDIAF in Europe).
Part 5: Process Validation & Monitoring
You cannot prevent what you do not measure. Implement a monitoring program.
Critical Control Points for Nutrient Retention:
| Control Point | What to Measure | Target | Frequency |
|---|---|---|---|
| Conditioning outlet | Temperature, time | <90°C for sensitive recipes | Every batch |
| Extruder barrel (cooling zone) | Temperature | <100°C | Continuous |
| Dryer inlet/outlet | Air temperature, kibble temp | <120°C / <90°C | Every batch |
| Coater | Temperature of oil + vitamins | <45°C | Every batch |
| Finished product | Vitamin assay (e.g., vitamin B1, A) | ≥ label claim | Monthly per SKU |
Simple Retention Test Protocol:
- Take a sample of vitamin premix before adding to the line.
- Take a sample of finished kibble بعد packaging.
- Send both to a certified lab for vitamin analysis.
- Calculate retention % = (Final vitamin content / Initial vitamin content) × 100.
- If retention is below target, adjust process or increase overage.
Part 6: Summary – Best Practices Checklist
| Production Stage | Key Action to Prevent Nutrient Loss |
|---|---|
| Storage | Keep vitamins cool, dark, dry, under nitrogen. |
| Mixing | Add heat-sensitive ingredients late; avoid over-mixing. |
| Conditioning | Use low temperature (80–85°C) and short time (<60 seconds). |
| Extrusion | Use low temperature (120–140°C), high moisture (28–32%), gentle screw profile. |
| Drying | Use multi-stage drying; keep kibble temperature below 90°C. |
| Coating | Add ALL heat-sensitive vitamins and probiotics post-extrusion at <45°C. |
| Packaging | Use oxygen barrier + nitrogen flush + opaque material. |
| Storage of finished product | Keep below 25°C; use within 12 months. |
Conclusion
Nutrient loss during dog food production is inevitable to some degree, but it can be managed و minimized through intelligent process design. The single most effective strategy is post-extrusion addition of heat-sensitive vitamins, probiotics, and enzymes. The second most effective strategy is low-temperature extrusion with high moisture content.

By combining:
- Careful ingredient selection (stabilized, encapsulated forms)
- Gentle processing parameters (lower heat, shorter time)
- Strategic addition points (after the extruder)
- Protective packaging (oxygen barrier, nitrogen flush)
…you can produce a dog food that meets its guaranteed analysis, delivers the intended nutritional benefits, and maintains quality throughout its shelf life.
Remember: A nutritionally complete recipe on paper is worthless if the nutrients are destroyed during production. Design your process to protect your ingredients, not just to cook them.
If you are interested in the dog food making machine you can contact me , i will give you good advice and solutions .
1.Will you help us with the installation ?
Yes , We will send engineers to install and debug the equipment, and assist in training your staff.
2.Are you a factory or trading company?
We are a factory.
3.What certificate do you have?
We have ISO and CE certificate.
4.How long is the warranty period?
All of our machines have one year warranty.
5.What’s the main market of your company?
Our customers all over the world.
6.How much production capacity of your company one year?
This depends on your needs.


